
Innovative Glühtechnologien für Walz- und Ziehdraht

EBNER | Sascha Eppensteiner, VP Product Management | Peter Seemann, Senior Principal Technology Expert
Innovative Glühtechnologien für Walz- und Ziehdraht
Effizienz, Qualität und Nachhaltigkeit im Fokus.
Warmgewalzter und Stelmore-gekühlter Walzdraht sind essenzielle Vormaterialien für zahlreiche Kaltumformprozesse. Die erste Wärmebehandlung erfolgt meist als Einformungsglühung, um das gegossene und warmgewalzte Gefüge gezielt für nachfolgende Kaltverformungen einzustellen. Entscheidend ist dabei die präzise Steuerung der Temperaturführung und Atmosphärenzusammensetzung.
TEMPERATURHOMOGENITÄT UND WÄRMEÜBERTRAGUNG
Eine exzellente Temperaturgleichmäßigkeit, wie sie in HICON/H2®-Haubenöfen erzielt wird, ist entscheidend für das erfolgreiche Glühen von Drahtbunden, insbesondere bei höherlegierten Stählen, die oberhalb der Ac1-Temperatur wärmebehandelt werden. Dank hoher Wärmeübertragungskoeffizienten gelangt die notwendige Umwandlungsenergie selbst in das Zentrum kompakter Drahtbunde.
Das Resultat: Sowohl äußere als auch innere Windungen weisen nahezu identische Temperaturprofile auf, was zu äußerst homogenen mechanischen Eigenschaften führt.
Durch die spezielle Konstruktion mit Augenmerk auf höchste Temperaturhomogenität liegt die Temperaturdifferenz zwischen dem heißesten und dem kältesten Punkt im Chargenstapel typischerweise unter 10 K, selbst bei großen Chargendurchmessern und -gewichten.
Die hohe Wärmeübertragungsrate wird durch gezielte Gasumwälzung (bis 50 m³/s) und optimierte Strömungsführung im Glühsockel erzielt.
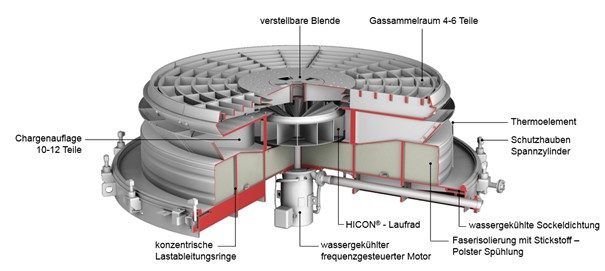
LEICHTBAU-GLÜHSOCKEL UND STRÖMUNGSFÜHRUNG
Die Glühsockel sind als Leichtbaukonstruktionen mit konzentrischen Auflageringen und geschweißten Blechsegmenten ausgeführt, was das Gewicht der Chargenauflage deutlich reduziert. Dies ermöglicht eine gleichmäßigere Gasdurchströmung der Chargierfläche und minimiert Temperaturgradienten. Speziell für Drahtanwendungen entwickelte Ventilator-Laufräder verfügen über einen vergrößerten Einströmquerschnitt, was Umwälzmengen von ca. 50 m³/s und höchste Drehzahlen erlaubt. Die resultierende hohe Gasgeschwindigkeit verkürzt die Glühzeiten und verbessert die Temperaturhomogenität.
Siehe dazu Abbildung 1.
PROZESSRAUMKAPSELUNG UND GASLEITSYSTEM
Die metallische Schutzhaube dient der vollständigen Kapselung des Prozessraums und ermöglicht den Betrieb mit reinsten Prozessatmosphären ohne Kontamination mit Abgasen aus dem Heizraum oder Umgebungsluft.
Die Schutzhauben sind gewellt ausgeführt, um thermische Spannungen und Verformungen bei Temperaturen über 1.000 °C und häufigen Temperaturwechseln zu minimieren.
Das integrierte Gasleitsystem verhindert Strömungskurzschlüsse und sorgt für eine gezielte, gleichmäßige Gasführung über das gesamte Glühraumvolumen.
Die Materialauswahl der Schutzhaube berücksichtigt die Wechselwirkung zwischen oxidierender Außen- und reduzierender Innenatmosphäre, um Materialausdünnung zu vermeiden.
KALTZIEHDRAHT: REKRISTALLISATIONSGLÜHEN UNTER WASSERSTOFF
Für das Rekristallisationsglühen von Kaltziehdraht wird reiner Wasserstoff als Prozessgas eingesetzt. Die Betriebstemperaturen variieren je nach Werkstoff zwischen 660 °C und 860 °C.
Die hohe Wärmeübertragungsfähigkeit von Wasserstoff sorgt für eine schnelle und gleichmäßige Erwärmung. Gleichzeitig bewirkt die reduzierende Atmosphäre eine effiziente Entfernung von Ziehschmierstoffen durch Verdampfung und verhindert Oberflächenoxidation.
Automatisierte Schutzgasregelungen steuern die Spülphasen, wobei die Ziehmitteldämpfe während der Aufheizphase kontinuierlich ausgetragen werden.
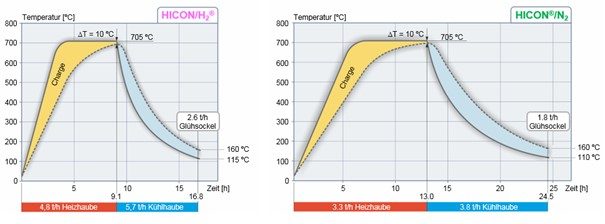
Im Vergleich zu Stickstoff als Schutzgas erhöht sich der Durchsatz von 1,8 t/h auf 2,6 t/h (bei 44 t Chargengewicht), während die Oberflächenreinheit signifikant verbessert wird.
Siehe dazu Abbildung 2.
ATMOSPHEREperfect: INTELLIGENTE SCHUTZGASREGELUNG
Das Softwaremodul ATMOSPHEREperfect steuert das H₂-Spülprogramm vollautomatisch. In der Visualisierung genügt ein Klick, um das System zu aktivieren. Ein automatisch berechnetes Ausspülsegment sorgt für eine rasche Umstellung auf 100 % H₂. Die H₂-Spülmenge wird je nach Verdampfung von Schmier- und Ziehmitteln dynamisch angepasst – erkannt durch die Stromaufnahme des Sockelventilatormotors.
Diese automatisierte Regelung gewährleistet eine hohe Reproduzierbarkeit von Premium-Qualität (Oberfläche, Entkohlungsfreiheit, etc.), unabhängig von den Eingangsbedingungen der Bunde (Verschmutzung, Abmessungen) und minimiert den Wasserstoffverbrauch sowie den Stromverbrauch signifikant (je nach Anlagenkonstellation bis zu 20 %, teilweise sogar höher). Siehe dazu Abbildung 3 und 4, welche Langzeitresultate der Einsparungen an Wasserstoff und elektrischer Energie darstellen.
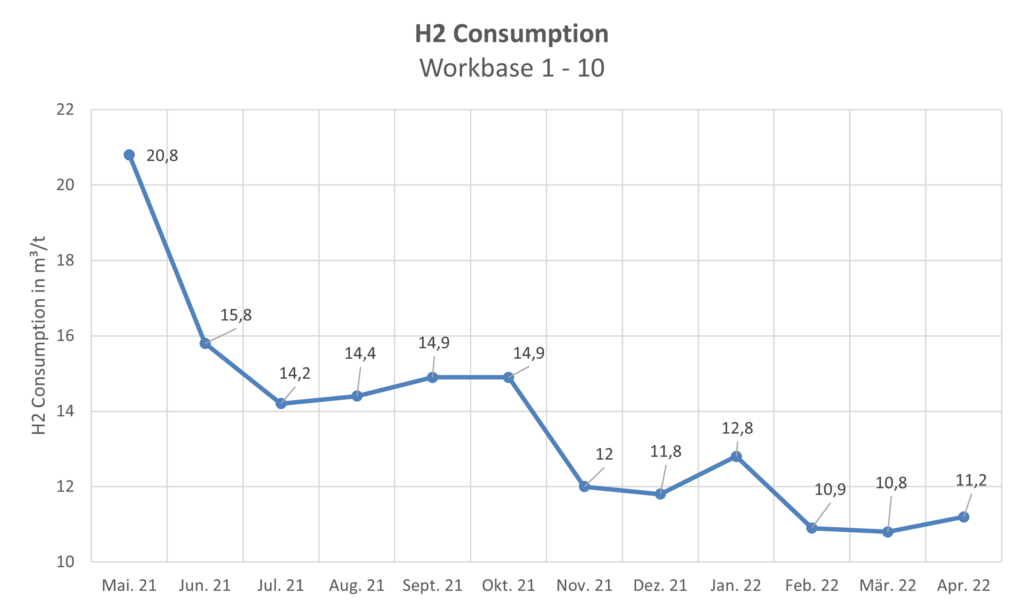
Abb. 3: H₂-Verbrauch (Langzeit)
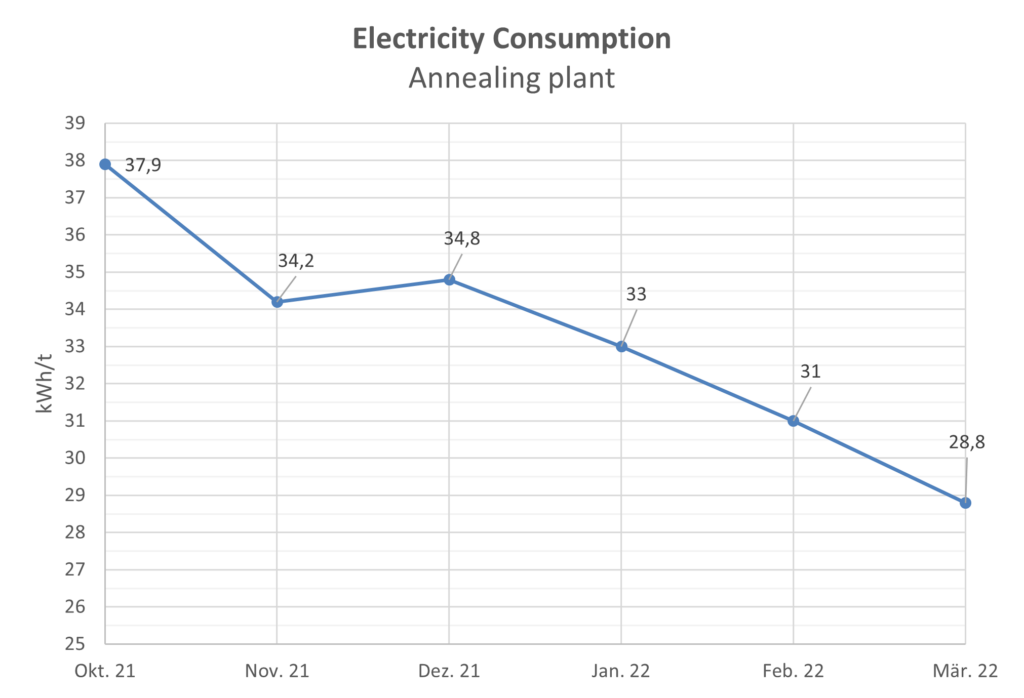
Abb. 4: Verbrauch E-Energie (Langzeit)
ECOBURN FLEX: DUAL-BRENNSTOFF-BRENNERTECHNOLOGIE
Zur Reduktion von NOx- und CO₂-Emissionen wird die EBNER Brennertechnologie kontinuierlich weiterentwickelt. Die ECOBURN FLEX Spezialbrenner verarbeiten sowohl Erdgas als auch Wasserstoff und schalten bei einer gewissen Sicherheitstemperatur automatisch auf Flammlosbetrieb um. Im Erdgasbetrieb werden NOx-Werte unter 50 mg/m³ (bei 3 % O₂) im Wasserstoffbetrieb unter 70 mg/m³ (bei 3 % O₂) erreicht – rund 30 % weniger als bei herkömmlichen Brennern. Erste Produktionsglühungen mit Wasserstoff als Brenngas verliefen bereits erfolgreich.
Siehe Abbildung 5.
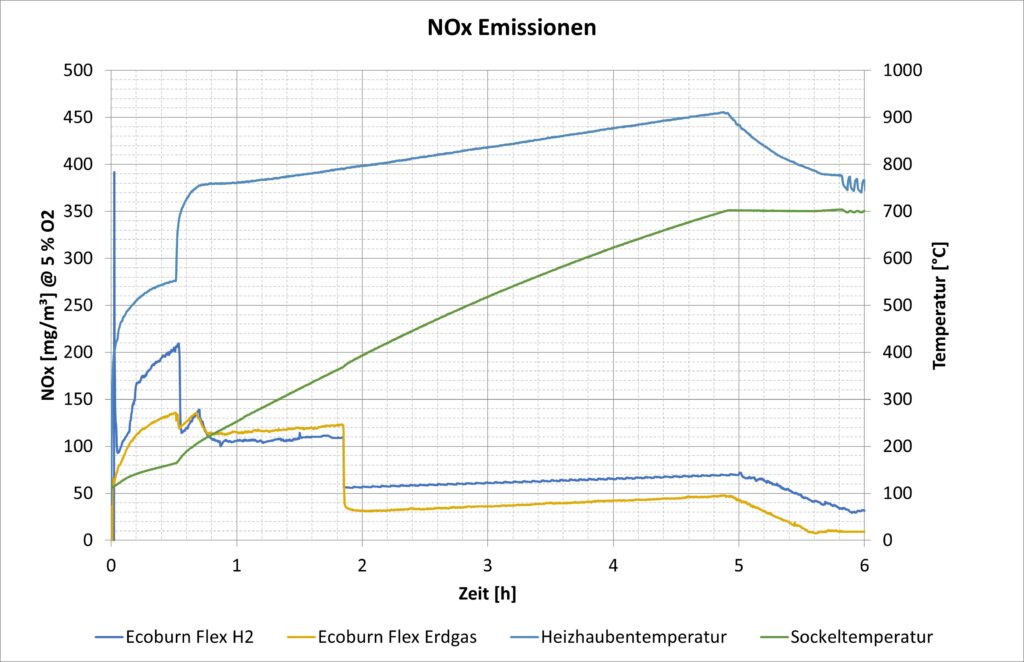
Abb. 5: NOₓ-Emissionen ECOBURN FLEX im Erdgas- und im Wasserstoff-Betrieb
ELEKTRISCHE BEHEIZUNG
Neben der klassischen Erdgas- bzw. der Wasserstoffbeheizung gewinnen elektrisch beheizte Haubenofenanlagen in der Drahtindustrie zunehmend an Bedeutung, insbesondere im Kontext der Dekarbonisierung industrieller Prozesse.
Durch die direkte Umwandlung elektrischer Energie in Wärme entfallen lokale Emissionen wie CO₂ und NOₓ vollständig. Idealerweise stammt der eingesetzte Strom aus erneuerbaren Energiequellen.
Moderne Anlagen erreichen heute vergleichbare Aufheiz- und Abkühlraten wie gasbeheizte Systeme und bieten höchste Flexibilität hinsichtlich Prozessführung und Emissionsbilanz.
ZUSAMMENFASSUNG
Haubenöfen mit HICON/H2®-Technologie setzen Maßstäbe in Temperaturhomogenität, Energieeffizienz und Emissionsreduktion.
Die Kombination aus Leichtbau, optimierter Strömungsführung, intelligentem Atmosphärenmanagement und innovativer Beheizungstechnologie ermöglicht höchste Produktqualität und Prozesssicherheit. Durch die präzise Steuerung der Glühparameter werden Drahtprodukte mit exzellenten mechanischen Eigenschaften und homogenem Gefüge erzeugt. Die Prozesse gewährleisten Entkohlungsfreiheit, verhindern Korngrenzenoxidation und sorgen für eine besonders saubere Oberfläche.
Über 4.900 HICON® Glühsockel, davon rund 500 für Drahtanwendungen, sind weltweit im Einsatz und unterstreichen die technologische Führungsrolle von EBNER im Bereich der Wärmebehandlung von Walz- und Ziehdraht.