
Ein bewährter EBNER HIT(T)
/ Erfolgsgeschichten, Innovation & Technologie

EBNER Industrieofenbau | Anton Oppermann, Product Manager
Ein bewährter EBNER HIT(T)
Die erste EBNER HITT Haubenofenanlage zum Hochtemperaturglühen von kornorientiertem (GO) Elektroband bei Aperam South America Brazil verarbeitet höchste Materialqualitäten.
Die industrielle Produktion, das Transportwesen, Elektrifizierung und viele weitere Branchen sorgen für einen weltweiten Anstieg des Stromverbrauchs. Laut der Prognose der „International Energy Agency“ wird bis 2027 mit einem jährlichen Anstieg des Stromverbrauchs von fast vier Prozent gerechnet. Darüber hinaus wird die weltweite Stromnachfrage mindestens bis 2040 weiter steigen.
Diese steigende Nachfrage erfordert effiziente Lösungen zur Energieverteilung, bei denen Transformatoren eine zentrale Rolle spielen. Transformatoren sind essenzielle Bestandteile jedes Stromverteilungsnetzes. Sie werden benötigt, um Strom in eine geeignete Form umzuwandeln, bevor er transportiert oder genutzt werden kann. Der Kern des Transformators, der für diese Umwandlung erforderlich ist, besteht aus effizientem kornorientiertem Elektroband, das auch unter verschiedenen Namen wie Siliziumstahl oder Transformatorenstahl bekannt ist. Um die Qualität dieses speziellen Werkstoffs sicherzustellen, kommen hochmoderne Wärmebehandlungsverfahren zum Einsatz, wie sie in der EBNER HITT® (High Temperature & Tight) Haubenofenanlage bei Aperam South America in Brasilien realisiert werden. Diese Anlage wurde speziell für Hochtemperaturglühungen von kornorientiertem Elektroband entwickelt, um eine optimale Materialqualität zu gewährleisten.
Der steigende Kundenbedarf an höheren Coil-Gewichten und verbesserter Temperaturgleichmäßigkeit, sowie die Notwendigkeit, die Betriebskosten bei Hochtemperaturglühungen von kornorientiertem Elektroband so gering wie möglich zu halten, haben Aperam dazu veranlasst, EBNER als Lieferanten für eine neue Hochtemperatur-Haubenofenanlage auszuwählen.
Im Gegensatz zu anderen bestehenden Anlagenkonzeptem (Mehrstapelöfen, mit Sanddichtung) bietet der EBNER HITT®-Haubenofen eine vollständige, gasdichte Trennung zwischen dem Glühraum und der Brennkammer.
Durch diese Trennung wird eine präzise kontrollierte Atmosphäre mit deutlich geringerem Wasserstoffverbrauch erreicht. Ein spezieller, patentierter Coilträger ermöglicht eine gleichmäßige und effiziente Beheizung der Coils im Glühraum, was zu einer erheblichen Reduzierung des Schrotts führt.
Gemeinsam mit einer Kühlhaube sorgt dieses System für möglichst kurze Prozesszeiten. Es bietet höchste Produktivität, gepaart mit bestmöglicher Qualität und hohem Durchsatz. Das Sicherheitskonzept für die Verarbeitung in Wasserstoff wurde von den HICON/H2®-Haubenofenanlagen übernommen. Zudem kann entweder ein elektrisch oder gasbefeuertes Heizsystem installiert werden.
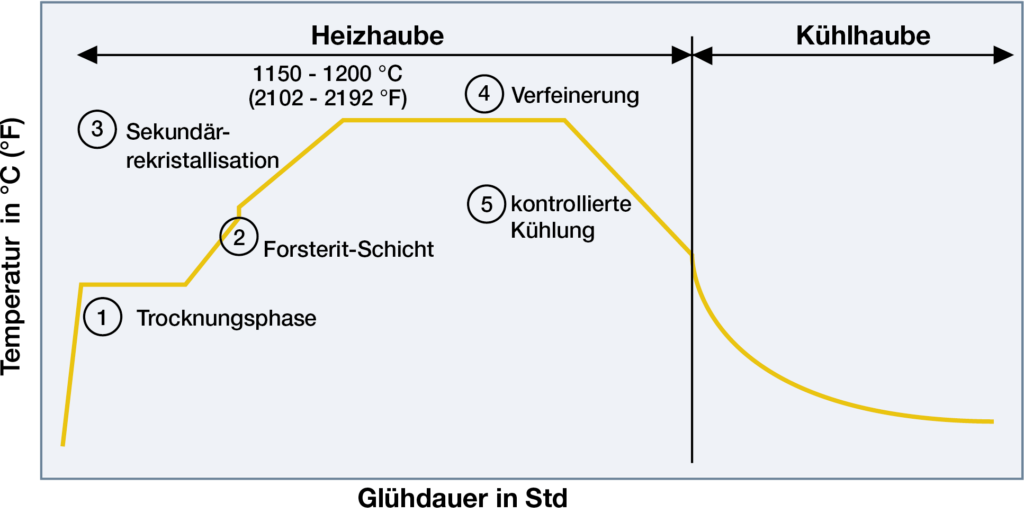
Die Prozessschritte (1 – 5) des Haubenofens sind schematisch in der folgenden Abbildung dargestellt. Hochtemperaturglühungen nutzen die Sekundärrekristallisation zur Bildung von Kristallen mit der magnetisch vorteilhaften Goss-Textur (3). Die hohen Prozesstemperaturen (oberhalb von 1150 °C) und die reine Wasserstoffatmosphäre entfernen zudem Schwefel und Stickstoff aus dem Material (4). Zunächst erfolgt eine Trocknungsphase (1), in der die im vorherigen Prozessschritt aufgetragene MgO-Beschichtung getrocknet wird, um die Bildung von Anhaftungen bei hohen Arbeitstemperaturen zu verhindern. Dabei entsteht eine Forsterit-Schicht (2).
Die folgenden Vorteile waren ausschlaggebend für die Entscheidung von Aperam zugunsten einer EBNER HITT-Haubenofenanlage gegenüber einem Mehrstapelofenkonzept mit Sanddichtung:
- Geringerer Energieverbrauch (H2, N2) durch den gasdicht gekapselten Glühraum
- Geringerer Energieverbrauch (Brenngas)
- Homogene Temperaturverteilung innerhalb eines Coils durch patentierte Coil-Träger und symmetrische Beheizung, was zu folgenden Vorteilen führt:
- Homogene magnetische Eigenschaften
- Reduzierter Ausschuss durch geringere Bandkantenbeschädigung
- Kürzere Glühzyklen (Aufheizen)
- Lange Lebensdauer der Schutzhaube
- Kühlung in 100 % H2-Atmosphäre und Verwendung einer Kühlhaube führen zu:
- Deutlich erhöhter Produktivität
- Verbesserter Oberflächengüte
- Verhinderung von weiterem Nitrieren
TECHNISCHE DATEN DER REFERENZANLAGE
Durchmesser: 2000 mm
Beladungshöhe: 3000 mm
Maximales Nettoladegewicht: 44 t (2 x 22t)
Beheizungsart: Gasbefeuert
Umfang: 1 Glühsockel, 1 Heizhaube, 1 Kühlhaube
