
Innovative annealing technologiesfor wire rod and drawn wire

EBNER | Sascha Eppensteiner, VP Product Management | Peter Seemann, Senior Principal Technology Expert
Innovative annealing technologies for wire rod and drawn wire
Bringing efficiency, quality, and sustainability to the forefront.
Hot-rolled and Stelmor-cooled wire rod are essential starting materials for a number of cold forming processes. The first heat treatment a coil of wire rod usually undergoes is a spheroidization anneal, where the as-cast hot-rolled microstructure is optimized for additional cold forming. The decisive factors for this process are the ability to precisely control the temperature and the composition of the atmosphere.
TEMPERATURE UNIFORMITY AND THERMAL TRANSFER
The excellent temperature uniformity that is achieved in HICON/H₂® bell annealers is essential for successfully annealing wire coils, particularly when heat treating highly alloyed steels above the Ac1 temperature.
Thanks to high heat transfer coefficients, the energy required for transformation penetrates all the way into the center of even the most compact wire coils.
This means that the outer and inner wraps have almost identical temperature profiles, leading to extremely homogeneous mechanical properties. Due to our special design, which emphasizes temperature uniformity, the temperature difference between the hottest and coldest points in a charge stack typically lies below 10 K – even when processing charges with large diameters and weights.
The high rate of heat transfer is achieved through high atmosphere circulation rates (up to 50 m³/s) and an optimized flow of atmosphere through the workbase.
LIGHTWEIGHT WORKBASES AND ATMOSPHERE FLOW CHARACTERISTICS
The workbases are lightweight designs that incorporate concentric support rings and segments of welded plate, which combine to significantly reduce the weight of the diffuser/load plate assembly.
In turn, this allows a more uniform flow of atmosphere through the load-bearing surface and minimizes temperature gradients. Fan impellers that have been specially developed for wire applications have intakes with increased cross-sections, allowing extremely high fan speeds and the recirculation of extremely high volumes of gas (up to abt. 50 m³/s).
The high atmosphere flow speeds that result both reduce annealing times and improve temperature uniformity.
See figure 1.
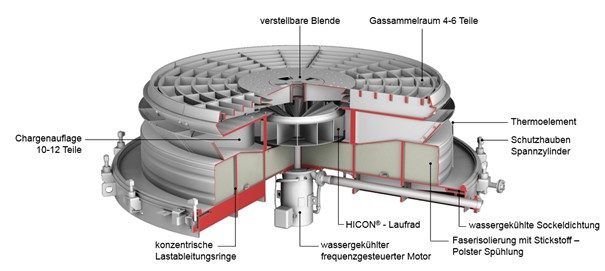
Fig. 1: Structure of a HICON® workbase for wire products
ENCAPSULATED PROCESSING CHAMBER AND BAFFLE SYSTEM
The all-metal inner cover fully encapsulates the processing chamber, allowing operation with extremely pure atmospheres. Contamination with exhaust gases escaping from the heating chamber or ambient air is eliminated.
Inner covers are corrugated designs, which minimize thermal stresses and deformation at temperatures above 1,000 °C and in the frequent temperature changes that covers are exposed to.
The integrated baffle system prevents the formation of “short circuits” in the atmosphere flow, and ensures that gases flow in a controlled, uniform manner through the entire volume of the workload space.
The material selected for an inner cover is chosen to inhibit the thinning caused by the interaction between the oxidizing gases flowing across the outside of the cover and the reducing gases flowing across the inside.
RECRYSTALLIZING COLD-DRAWN WIRE IN HYDROGEN
When carrying out recrystallization anneals on cold-drawn wire, straight hydrogen is the process atmosphere of choice. Depending on the material, the operating temperature may vary between 660 °C and 860 °C.
The high thermal conductivity of hydrogen ensures that the charge is heated up quickly and evenly. At the same time, the reducing atmosphere both ensures that drawing compounds are efficiently removed through evaporation and inhibits surface oxidation.
Automatic atmosphere control systems regulate the purging phases, even as evaporated drawing compounds are continuously drawn out of the workload space during the heating-up phase.
In comparison to a nitrogen process atmosphere, the use of hydrogen increases throughput from 1.8 t/h to 2.6 t/h (assuming a charge weight of 44 t), while the cleanliness of surfaces is also significantly improved.
See figure 2.
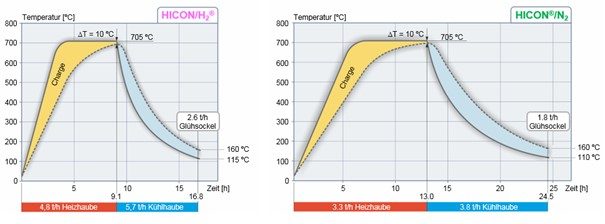
Fig. 2: Comparison of an anneal in hydrogen atmosphere (left) and an anneal in nitrogen atmosphere (right)
ATMOSPHEREperfect: INTELLIGENT ATMOSPHERE CONTROL
The ATMOSPHEREperfect software module provides full automatic control of the H₂ purging program. A single click in the visualization system is all it takes to activate the system. An automatically-calculated purging segment allows the switch to a 100 % H₂ atmosphere to be made extremely rapidly. The H₂ purge flowrate is dynamically adapted as needed to support the evaporation of rolling and drawing compounds – which the module detects by monitoring the current draw of the workbase fan motor.
This automatic control ensures that premium qualities (surface quality, freedom from decarburization, etc.) are highly reproducible, regardless of the condition of the coils at the start of heat treatment. It also significantly reduces the consumption of both hydrogen and electrical energy (depending on the configuration of the facility up to 20 %, although even higher results have been attained).
See figures 3 and 4, which show long-term savings in hydrogen and electricity.
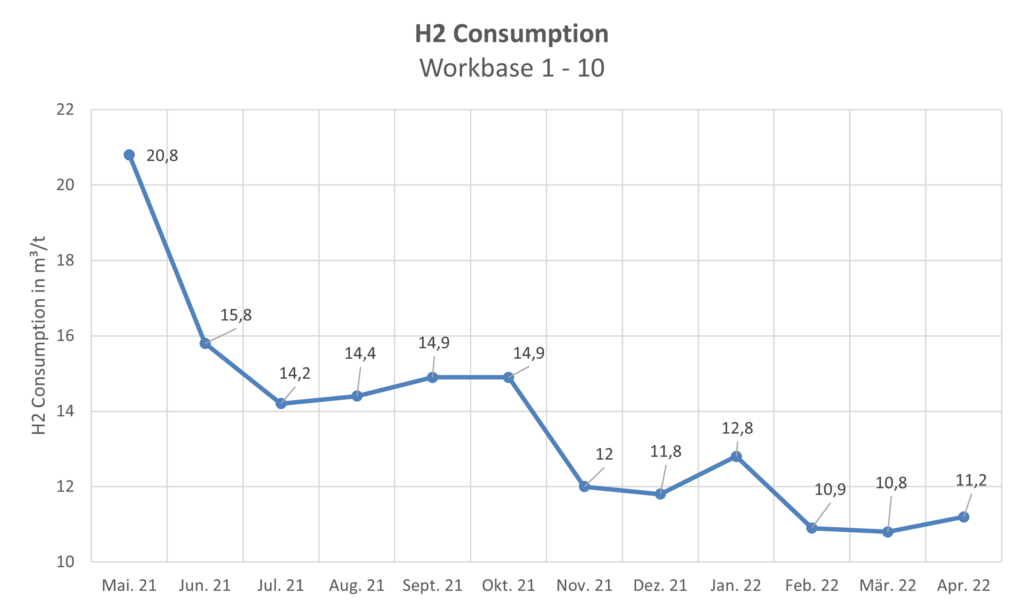
Abb. 3: H₂-Verbrauch (Langzeit)
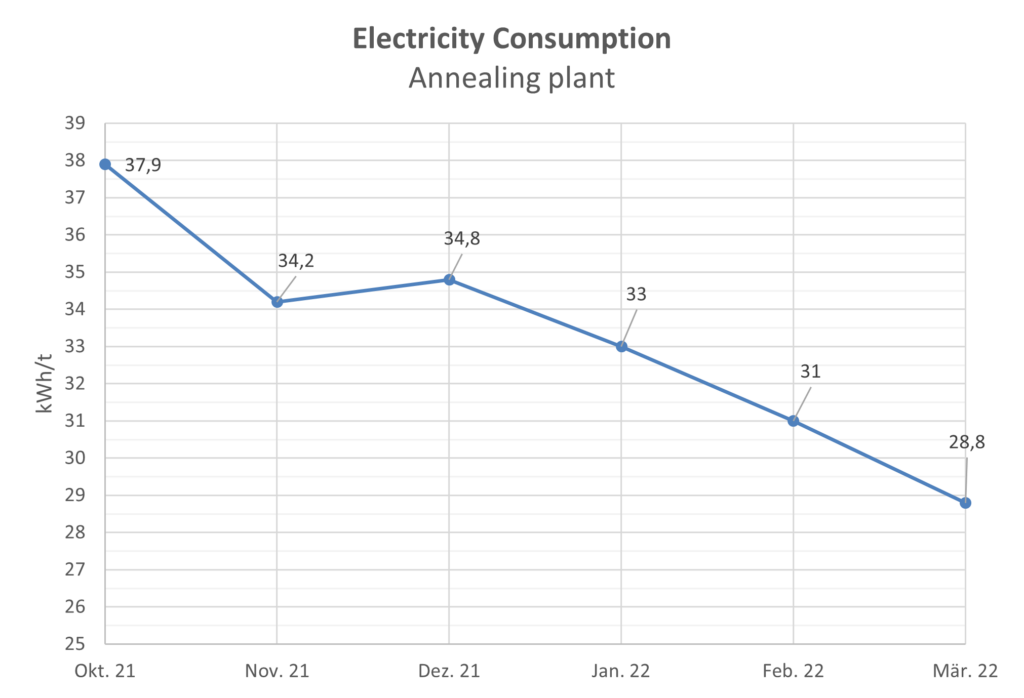
Abb. 4: Verbrauch E-Energie (Langzeit)
ECOBURN FLEX: DUAL-FUEL BURNER TECHNOLOGY
To reduce NOx and CO₂ emissions, the development of EBNER burner technology never stops. Our ECOBURN FLEX line of special burners can be fueled with either natural gas or hydrogen, and switch automatically to flameless operation when they have reached a certain safety temperature. When operating with natural gas, NOx values under 50 mg/m³ can be achieved (at 3 % O₂). When operating with hydrogen as a fuel, values under 70 mg/m³ can be achieved (at 3 % O2) – around 30 % less than the values achieved by standard burner designs. Production anneals using H2 as a fuel gas have already been successfully carried out.
See figure 5.
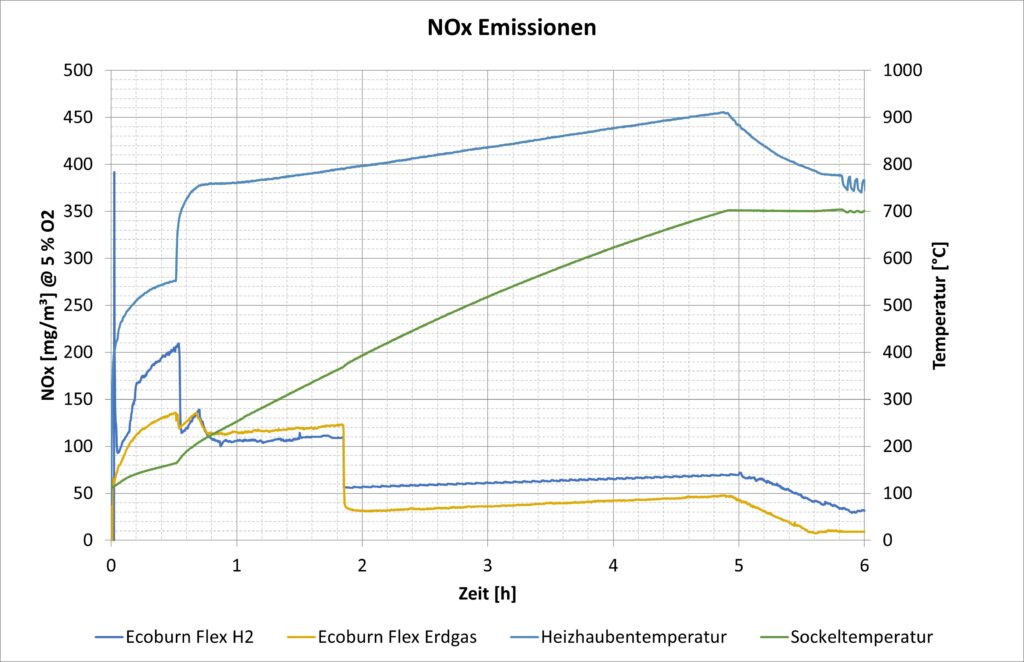
Fig. 5: NOx emissions of an ECOBURN FLEX burner when operating with natural gas and hydrogen
ELECTRIC HEATING SYSTEM
Alongside classical heating methods using natural gas or hydrogen as a fuel, bell annealer facilities with electric heating systems have steadily increased in importance among industrial wire manufacturers. This is particularly the case in the context of decarbonizing industrial processes.
The direct transformation of electrical energy into heat completely eliminates the local creation of emissions like CO2 and NOx. Ideally, the electrical energy is also generated from renewable sources. Modern electric-heated facilities achieve heating-up and cooling rates that are comparable to those of gas-fired facilities, and are extremely flexible in terms of process control and carbon balance.
PUTTING IT ALL TOGETHER
Bell annealers that employ HICON/H₂® technology set the standards for temperature uniformity, energy efficiency, and low emissions.
The combination of lightweight design, optimized atmosphere flow, intelligent atmosphere management and innovative heating technology ensures the highest product quality and process stability. The precise control of heat treatment parameters allows the production of wire products with outstanding mechanical properties and homogeneous microstructures. Processes ensure that products are free of decarburization, inhibit the oxidation of grain boundaries and provide extremely clean surfaces.
Over 4,900 HICON® workbases, of which around 500 are for wire applications, are in service throughout the world – figures that underline EBNER’s technological leadership in the heat treatment of wire rod and drawn wire.