Schwermetall Halbzeugwerk GmbH & Co. KG, head-quartered in Stolberg, Germany, is a 50/50 subsidiary of the Arubis and Wieland Groups and is one of the leading manufacturers of copper and copper alloy strip. In 2019, this customer placed an order with EBNER for an additional HICON/H2 bell annealer facility to bright anneal copper alloy strip coils in straight H2 or N2/H2 mixed gas atmospheres. The new facility comprised a total of 6 HICON/H2 workbases, 3 gas-fired heating bells and 3 air/water cooling bells.
The scope of supply also included additional utility supply and disposal equipment such as a supply and pressure reducing station for the necessary gases, a vacuum pump unit and a stack gas ducting system leading out over the roof. The furnace facility was installed as a replacement for both an EBNER bell annealer facility, which was almost 40 years old, and an even older continuous roller-hearth furnace. Due to the age of the technology, limited charge weights and limited coil diameters, these facilities no longer oper-ated economically.
FACILITY CONFIGURATION
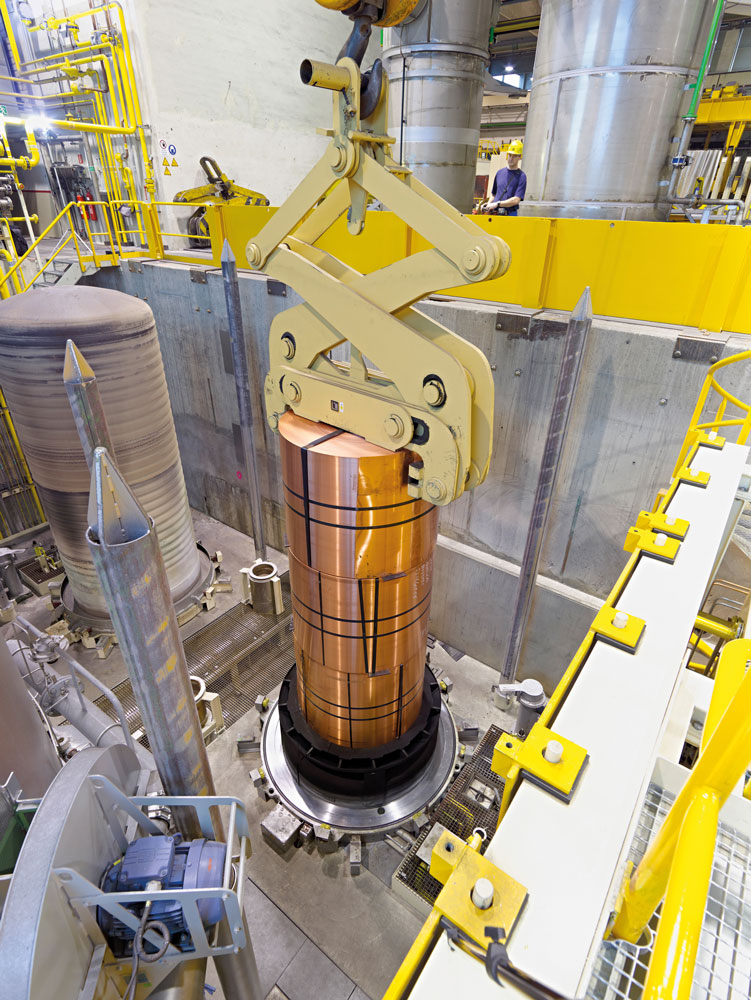
The facility is designed to accept coils with a maximum outer diameter of 2000 mm, which can be stacked to heights up to 4100 mm. It is thus suited for net charge weights of up to 80 tons per anneal. Of particular note is the potential processing temperature, which may be up to 850 °C. This is relatively rare in the copper base metal industry, but the continuous development of copper alloys has now made it a requirement.
During the design of the facility components, the ability to upgrade the facility to semi-automatic operation (e.g. by using automatic couplings for utility lines) was incorporated. Also included in the scope of supply was the new VISUALFURNACES 6 Process Control System (PCS). A wide variety of maintenance and optimization modules were included with this system.
TURN-KEY IMPLEMENTATION
To implement the project, EBNER was selected to act as the general contractor. EBNER was thus confronted with a wide range of challenges, starting with planning of the layout and continuing on up to installation:
- Use of the existing foundation trench, left over from the old bell annealer facility, for the significantly larger new facility
- Minimization of production losses by operating facilities in parallel
- Upgrading of the existing bell annealer facility to the latest technical standard (through, for example, installation of S7-1500 control systems)
Removal of the old facilities, completion of foundation work by the customer and the installation and commissioning of the new (additional) bell annealer facility thus had to be carried out in two phases, which took almost one and a half years to complete. Comprehensive planning of the workflow, in close cooperation with the customer, was called for. We would like to take this opportunity to extend our warmest thanks to the project team at Schwermetall.
SUCCESSFUL COMPLETION OF THE MODERNIZATION PROJECT
The first phase, with two new workbases, successfully went into operation in 2004. Another two-workbase facility was added in 2011. With these two expansion phases, modernization of the facility has been completed for now. Schwermetall now has an annealing shop equipped with a total of 10 HICON/H2 high-convection workbases, 5 gas-fired heating bells and 5 cooling bells, all meeting the latest technical standards.